
绝大多数情况下,轴承需要在轴上采用紧过盈配合。将轴承加热,使其足够膨胀,以便可以容易地滑上轴,因此安装十分简便,下面是常见加热法:
第一种方法是将轴承放在装有高燃点油的油池中加热。温度不可超过121 ℃,大多数应用情况,93 ℃就足够了,通常轴承在油中停留时间为20或30分钟,使其充分膨胀,以便很容易地套上轴。
感应加热法特别适用于装配生产线上对小型轴承的安装,这种方法速度快,但必须小心,温度不可超过93 ℃。有必要通过试运行来获得准确的时间。可使用在预定温度下熔化的热电蜡笔来测量轴承温度。
当轴承还热的时候,使其垂直地靠在轴肩上,然后用锁紧垫圈,锁紧螺母或夹板来进行固定。轴承冷却后,应旋紧锁紧螺母或夹板。
在外圈旋转的情况下,外圈与外壳孔为紧配合,此时,可对外壳进行加热。
轴承不可直接与热源相接触,一般是在离底部5cm的地方放一个网板,并用小的支撑块将轴承和网板分开。将轴承和局部温度很高的热源分开是很重要的,不然,轴承温度过高会降低其硬度。
火焰燃烧器是常用的加热器,还需使用一个自动温度控制装置,如果安全规则不允许使用开式加热油池,可在水中混合15%的可溶油,但这种混合剂最高可加热到93℃,而不会产生火焰。使用这种方法,必须经常检查油池,以确信水蒸发后的油水混合是否合适。这种油浴在轴承表面留下一层薄薄的可起到临时防锈功能的油膜,但在安装后,应尽早地进行正常润滑。并保护轴承内的可溶油都被排干净。
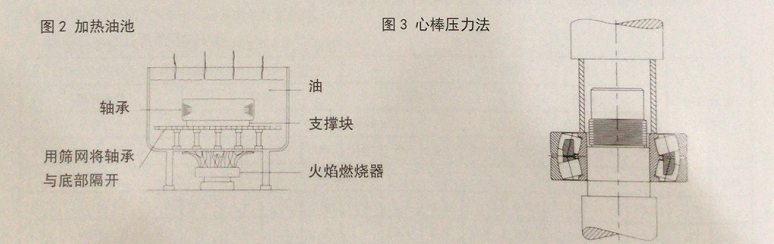
对于小尺寸的轴承,另一种可选择的安装法是使用一台图3所示的心棒压力机和安装管将轴承压在轴上或压入座孔中,安装管可用软钢制成,内径比主轴承稍大一些,外径不应超过表中规定的最大台肩,管子两端应与管子轴承垂直,内径需干净,并具有足够的长度以保证轴承安装后,主轴端不露出。
如果外圈被压入到外壳孔中,安装管的外径应比外壳孔稍微小一些,且内径不应小于规定的轴承座台肩的直径。
在轴上涂上一些轻机油以减少压配合所需要的力。小心将轴承放置在轴上,保证它与主轴轴线垂直。
切不可当轴承与轴为紧配合时,对外圈施加压力,或当轴承与外壳孔为紧配合时,对内圈施加压力。

信息更新中...